

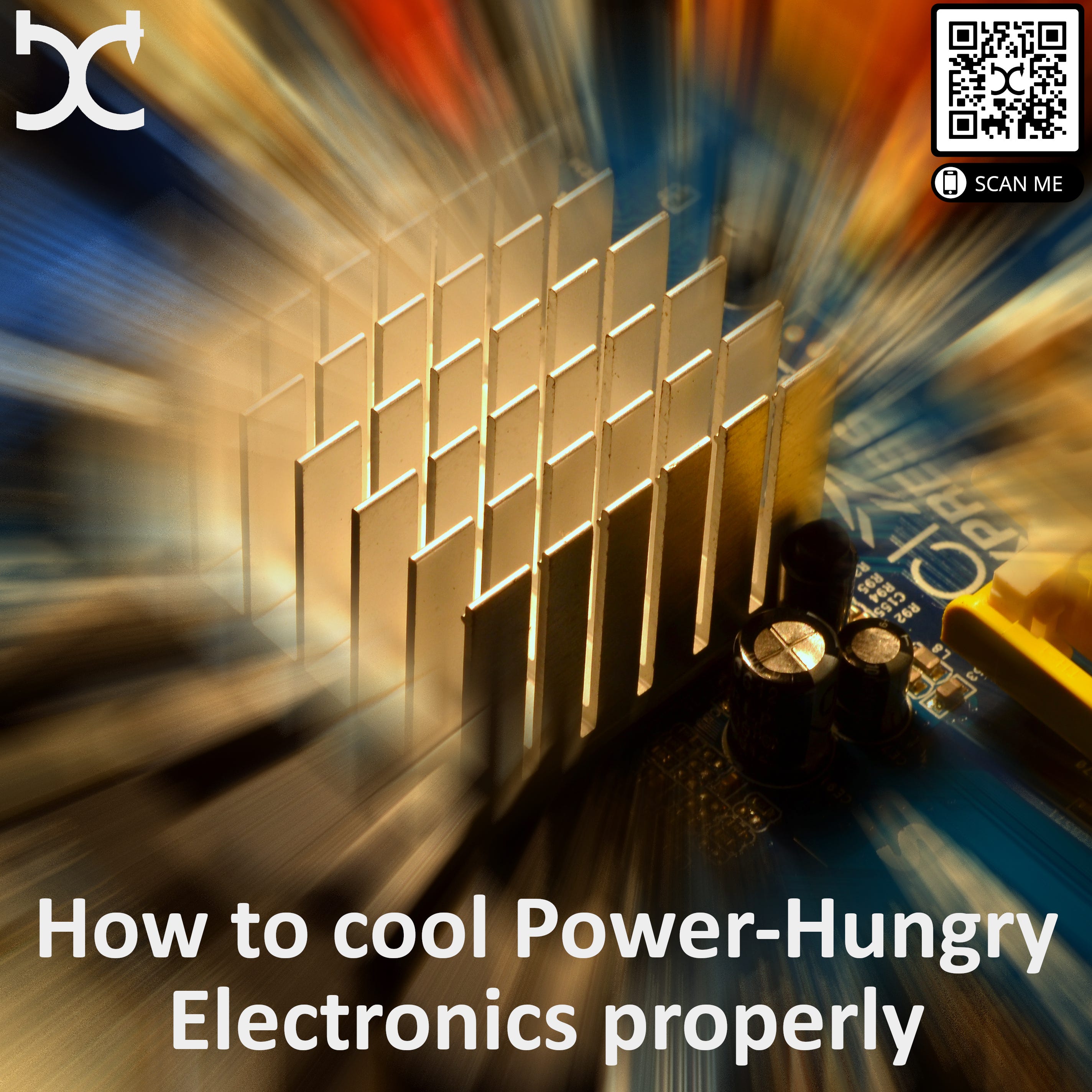
How to cool Power-Hungry Electronics properly⚒️
How to cool Power-Hungry Electronics properly⚒️
And how the material does not define the heat sink's heat conductivity!

This weeks newsletter contains the following topics:
How to cool Power-hungry Components properly
Cost-Cutting Programs are heading your way
Services form Casting-Campus GmbH
GN 19 - Do Gigacastings cause Panel Gaps?
Hot Tearing in Gigacastings
Everything around us is controlled by some form of electronics. With higher complexity, computing power has to increase. Therefore, the heat output increases, so it has to be cooled. That is the job of a heat sink, which works by heat conduction.
Heat conduction is a fundamental process of heat transfer where thermal energy is transported from a higher-temperature region to a lower-temperature region within a material. In solids, this process is primarily due to the transport of phonons, which are quantized modes of vibration occurring in a rigid crystal lattice. Both phonons and free electrons contribute to heat conduction in metals, with free electrons typically playing a more significant role.
When a temperature gradient is established, these phonons or free electrons move from the hot end to the cold end, carrying thermal energy. Fourier's Law describes the rate of heat transfer by conduction, which states that the rate of heat transfer is proportional to the negative gradient in the temperature and the area at right angles to that gradient through which the heat flows.
What are the most common ways to produce heat sinks?
Heat sinks are typically made of thermally conductive materials, most commonly aluminium. Several methods are used to manufacture heat sinks, including skiving, milling, extrusion, and casting.
Skiving: This process involves slicing a solid aluminium block into thin layers and bending them to form the fins. The entire heat sink is made of a single piece of metal, eliminating the need for joining pieces of metal.
Milling: This is a machining process in which a rotating cutting tool removes material from a workpiece. Milling can create complex shapes and features in a heat sink.
Extrusion: This is the most cost-effective process for producing heat sinks with plate fins. In this process, aluminium is pushed through a die of the desired cross-section under high pressure.
Casting: HPDC allows for functional integration of mounting and touchpoints on the electronics. It also allows for complex or angled fin shapes.
Are the heat sinks all the same?
While a material's inherent thermal conductivity does not change, manufacturing can introduce defects, such as dislocations, that can affect heat flow. These processes can potentially alter the heat sink's effective thermal conductivity.
Dislocations are defects in the material's crystal structure that can affect heat flow. They can scatter phonons, the primary heat carriers in a solid. This scattering can reduce the mean free path of phonons, thereby reducing the thermal conductivity.
Whereas the skiving, milling, and extrusion heat sinks can work with pure aluminium to ensure the highest heat conductivity, HPDC is typically limited to high silicon alloys (AlSi7 or higher) to ensure castability.
However, with Rheocasting, castability is not defined by the silicon content. Therefore, you can use AlSi2 and reach a heat conductivity of up to 198 W/mK. That is close to pure aluminium, which has 225 W/mK and is done with a 100% secondary alloy. You're also fully flexible in the geometry. Whether you want to cast a 5G antenna, a server heat sink, or a water-cooled PSU box, Rheocasting has you covered!
Cost-Cutting Programs are heading your way⚒️
Volkswagen, Mercedes-Benz and Stellantis reported their Q1 2024 earnings. One theme is apparent. The revenue went down a few percentages, but the earnings tanked.
The main reasons are the high cost of new developments, the wrong product portfolio, or the car’s inability to be delivered. You have probably already seen the correction of the ramp-up curves for several models that don't sell. Your foundry’s calculation is now way off when the OEM doesn't buy enough parts from you.
Now the real hammer hits! Volkswagen, in particular, spoke heavily about cost-cutting during the earnings call. So, besides lower volumes, you will get a call soon, and someone will ask you how much you can reduce your prices. This is just the start and will soon turn for the worse. Here are some typical things that start to happen:
Increased Pressure on Suppliers: These measures could put increased pressure on suppliers to reduce their prices, which could impact their profit margins. Suppliers might need to find their own cost-cutting measures to maintain profitability.
Long-Term Supplier Relationships: These measures could impact the long-term relationships between the OEMs and their suppliers. Suppliers might feel squeezed by the cost-cutting measures and look for other customers, or they might work more closely with the OEMs to find mutually beneficial cost savings.
Consolidation of Suppliers: OEMs might consolidate their supplier base to achieve cost savings. This would lead to increased competition among suppliers and potentially drive some smaller players out of the market.
Risk of Quality Issues: If cost-cutting measures are too aggressive, they could potentially lead to quality issues. Suppliers might cut corners to meet price targets, which could impact the quality of the components they supply.
Investment in Technology: Suppliers might need to invest in new technologies or processes to increase efficiency and reduce costs to meet cost-cutting objectives. This could lead to innovation but also requires upfront investment.
So, be prepared when the phone rings. Have a plan to reduce costs without impacting quality. It is way better to stay in business with your customers if you have already started implementing cost-saving measures. Do you know where to find long-term, sustainable cost-cutting potential?
The first place everyone looks is the headcount. But you need talented people for the next upswing. It is way better to improve your processes because even the smallest inefficiencies in melting, casting, and heat treatment processes can accumulate significant costs over time. By conducting thorough process analysis, optimizing material handling, implementing energy-efficient practices, reducing scrap, ensuring quality assurance, optimizing maintenance, fostering a culture of continuous improvement, and embracing data-driven decision-making, Casting-Campus GmbH can help foundries uncover and mitigate hidden inefficiencies, leading to significant long-term cost savings and staying in business.
Are you ready to embark on a journey of efficiency optimization? Let us assist you and pave the way for sustained success in your foundry operations!
Further offers from Casting-Campus GmbH
Casting-Expert on Demand - The Netflix of Knowledge
Support for part development: address casting issues early in the design process
Melt-, Casting-, and Heat treatment process optimization
Training and workshops on HPDC, Rheocasting, and Sustainability
Marketing and Sales support, including technical feasibility checks
Coaching on how to generate new business outside the automotive industry
EcoMetrics: Sustainability Tracking Platform with ISO 50001 integration
If this sounds appealing to you, please contact Fabian Niklas at fabian@casting-campus.com. Then, we’ll set up a Teams-Meeting to analyze your demand and see where we can work together. In that call you already get more information and how-to’s tailored to your situation.
GN 19 - Geometric Distortion of Gigacastings

Welcome to our 19th Gold Nugget, where we interview Philipp Hettich from Laubinger+Rickmann. In this episode, we discuss the impact of Gigacasting's geometric distortion on the car production line and how to manage it with straightening. We also discuss what factors increase or decrease the complexity of straightening.
In the further discussion, you will learn about risk mitigation strategies in large projects and how the values of the average car user changed. This will be especially hard on certain European car manufacturers that are lagging behind in usability.
Listen to Gold Nugget and find out about the often-quoted panel gaps:
Remember to subscribe to the Goldcasting Podcast's LinkedIn page, too. It is the perfect place for a discussion, especially if you have a different opinion.
We're looking forward to your comments!
Historical Post
A weekly reminder of an old but gold article

Hot Tearing in Gigacastings⚒️
Tesla started with its Gigacastings, a trend toward larger castings. The Model Y is cast on IDRA Group's 6100-ton machines. Volvo Cars started this year with its Gigacasting program for the EX90. They use Bühler 8400 ton machines.
HP-DC casting processes do not scale well. It is not double the size but double the cost and complexity. It is more than double. Hot tearing effects in certain areas are a major topic for these large castings.
What are hot tearings exactly? Let's start with a definition. Hot tearing is the undesired formation of irregular cracks in metal castings that develop during solidification and cooling, typically while the casting is still inside the mould or die cavity.
Hot tearing isn't new. It is not uncommon when casting alloys like AlCu5, with their large solidification range. However, for Gigacastings, several factors come together that make it more dramatic than for "normal" structural castings.
The flow length is much longer. Aluminium alloys have a volume deficit of 6.6% when solidifying. This has to be compensated with a new melt, which has to be fed through meters of casting. That is tough to do, even with the correct temperature settings of the die.
Also, the melt front is cooler at a long flow length. This makes recombining less likely. Another aspect is that the residue in the die from the spraying process accumulates on the surface and harms the recombination even more. And you won't see these issues in casting simulations.
In summary, when you combine the worst feeding possibilities at the end of the filling with unideal recombined surfaces, you will end up with hot tearing.
Solutions to that problem are:
- Improve the thermal management of the die
- Increase overflow volume
- Fine-tune the spraying process
- Adjust the melt processing