


How to Start with Rheocasting? - Part 2⚒️
Be quicker than your competition when regulations change

This week’s newsletter contains the following topics:
The easiest way to start with Rheocasting is to build on what you already know. In the first part of this article, I demonstrated how to do it for your existing parts, including those in the 226, A380, and 46000 alloy series. Now, we use external factors that cause radical changes. Especially when changes in regulations trigger these transformations, the opportunities present themselves and cause a rift. That is your chance to enter this market, as in every adaption process, not all make the transition.
New parts with Rheocasting
In that market situation, any new business is highly appreciated. So, many people look into Comptech Rheocasting to acquire new business. But how do you get started without falling into the typical pitfalls?
The unsatisfactory answer to that question is, it depends. The situation at each foundry is different. There are various experiences, machine sizes, production pipelines, and post-processing steps. So, what is the best way for you is impossible to generalise. However, the Rheocasting Workshop from Casting-Campus GmbH can provide you with the knowledge and clarity to make that determination. Inquire for more information by scheduling a free consultation call.
At a top level, there are two directions to approach Rheocasting, and both ways aim to gain an unfair advantage over your competitors.
The F-Gas Ban starts 2026
In 2026, the EU is banning fluorinated gases like R-134a, prompting a major shift in the automotive industry toward CO₂ (R-744) systems. These operate at far higher pressures, up to 190 bar, making traditional high-pressure die-casting compressors insufficient due to porosity and leakage issues. Even impregnation treatments can’t reliably solve this.
OEMs and Tier 1s urgently need new manufacturing partners that can meet these demanding requirements. Forging offers leak-tightness but is costly and limited in capacity. Low-pressure die casting enhances part integrity but falls short in terms of speed and scalability. Foundries relying on HPDC for compressor housing programs risk losing that business unless they adapt to the new requirements.
Comptech Rheocasting offers a smarter path forward. By casting a semisolid aluminium slurry, the process drastically reduces shrinkage and porosity. The result? CO₂-capable castings that pass even the most stringent Helium leak tests.
Crucially, Rheocasting is a melt preparation process for high-pressure die casting. It works with your existing HPDC infrastructure, requiring only an investment in slurry-making equipment, not a complete production overhaul. You can easily switch between Rheocasting and HPDC by changing the tool. This flexibility and properties lets you offer OEMs the performance of forging at the cost and scalability of die casting.
Now is the time to act!
Foundries that transition early will be best positioned to secure new partnerships, boost revenue, and lead the transition to high-performance, leak-tight casting.
Part 3 will follow next week. Please reach out to me via my scheduling tool on the website with any questions.

How to get the best Rheocasting part?⚒️

As soon as digital engineering is completed through simulations and the gates are adjusted in the tool, theory meets reality. The first casting starts.
In the casting process, the alloy chemistry, slurry, shot curve, thermal management, and spraying process must work together. To optimise the spraying process, Casting-Campus GmbH, together with Comptech AB and Chem-Trend, hosted a workshop in Sweden to achieve the best results for our customers.
This cooperation has been active for more than two years. We compared notes and experiences from casting trials and series production to define the optimal solution for each application. And we have selected our winners. For one application, we have already found a good solution. However, Chem-Trend developed something even better. We’re looking forward to trying it out in the coming casting trials.
Contact either one of us for more insights on how to optimise your casting process with the proper thermal management, spraying technology, and process chemicals. The easiest way is to schedule your Free Consultation on the website.
Magnesium and the Rise of Semi-Solid Technology⚒️
In the quest for lighter, more efficient vehicles, magnesium alloys and semi-solid casting technologies, such as thixocasting and rheocasting, are becoming increasingly hot topics, especially in China. With the automotive sector under pressure to enhance performance while reducing weight, the convergence of these technologies offers both a challenge and a transformative opportunity.
Magnesium is the lightest structural metal available for mass production. At a density of just 1.74 grams per cubic centimeter, it significantly reduces the weight of vehicle components compared to aluminium or steel. Because China controls over 60% of the global magnesium supply, it is uniquely positioned to lead in this field.
In China, it is commonly utilized for vehicle interiors, including cross-car beams, brackets, and dashboard structures. It is also finding applications in chassis and structural parts such as wheels, battery enclosures, and motor housings. Furthermore, magnesium is being integrated into larger structural components to achieve lightweight efficiency in gigacastings.
China’s Edge in Semi-Solid Technology
Semi-solid casting is a manufacturing process that exists between traditional casting and forging. It involves partially solidifying the metal before injection, which allows for laminar flow and results in improved material properties. There are two main types of semi-solid casting:
Thixocasting uses a specially prepared billet that is reheated to a semi-solid state before being injected into the mould. Rheocasting, on the other hand, involves cooling liquid metal under controlled agitation to bring it to a semi-solid state.
The benefits of semi-solid casting are numerous. It offers improved mechanical properties, such as higher strength and reduced porosity. It also extends the life of the die by using lower injection forces and speeds, which reduces wear and tear on the tooling. Additionally, semi-solid casting enhances safety during the processing of magnesium, which is prone to oxidation and flammability at high temperatures.
Chinese companies are making strides in semi-solid casting technology. For example, Yizumi has developed an innovative method called SEED, which utilizes a high solid-phase fraction to produce castings. Additionally, Chinese researchers and software developers are incorporating artificial intelligence to optimize casting parameters, thereby reducing the need for trial and error in the development cycle.
Although semi-solid casting has been known since the 1970s, China is now leading the industrial-scale implementation of this technology. The upcoming China Die Casting fair will feature various demonstrators of thixocasting and rheocasting machines, particularly showcasing their applications with magnesium alloys.
Conclusion
As vehicle electrification and lightweight continue to shape the future of automotive manufacturing, the intersection of magnesium alloys and semi-solid casting technologies is gaining unprecedented momentum. With a vast resource base, rapid technological advancements, and a proactive innovation culture, China is poised to lead the next phase of casting innovation.
Thank you for listening. We’ll see you in the next episode, where we’ll continue to bring you the latest insights and updates from the casting world. Don’t forget to ask questions, comment, or suggest future episodes.
Offers from Casting-Campus GmbH
Casting-Campus is all about helping you acquire new business through intelligent solutions, new technologies like Rheocasting, and sustainability.
Our services start with positioning your foundry. The next steps are to find unique solutions to market to existing and new customers and generate new profitable castings. In the meantime, we will improve your internal processes to accommodate the new solutions in your foundry. During the sampling process, we’re by your side, pushing the buttons to deliver the properties promised in the development process.
Workshops on HPDC process optimization, Rheocasting and Sustainability
Business Development to acquire new Customers in the Foundry Industry
Strategy Development for Rheocasting and Sustainable Castings
Casting Experts on Demand - The Netflix of Knowledge
Support for part development: address casting issues early in the design process
If this sounds appealing to you, visit the website for more information on the Consulting Services and schedule a Free Consultation Call. Let’s discuss what the right solution is for your topic of interest:
Historical Post
A weekly reminder of an old but gold article
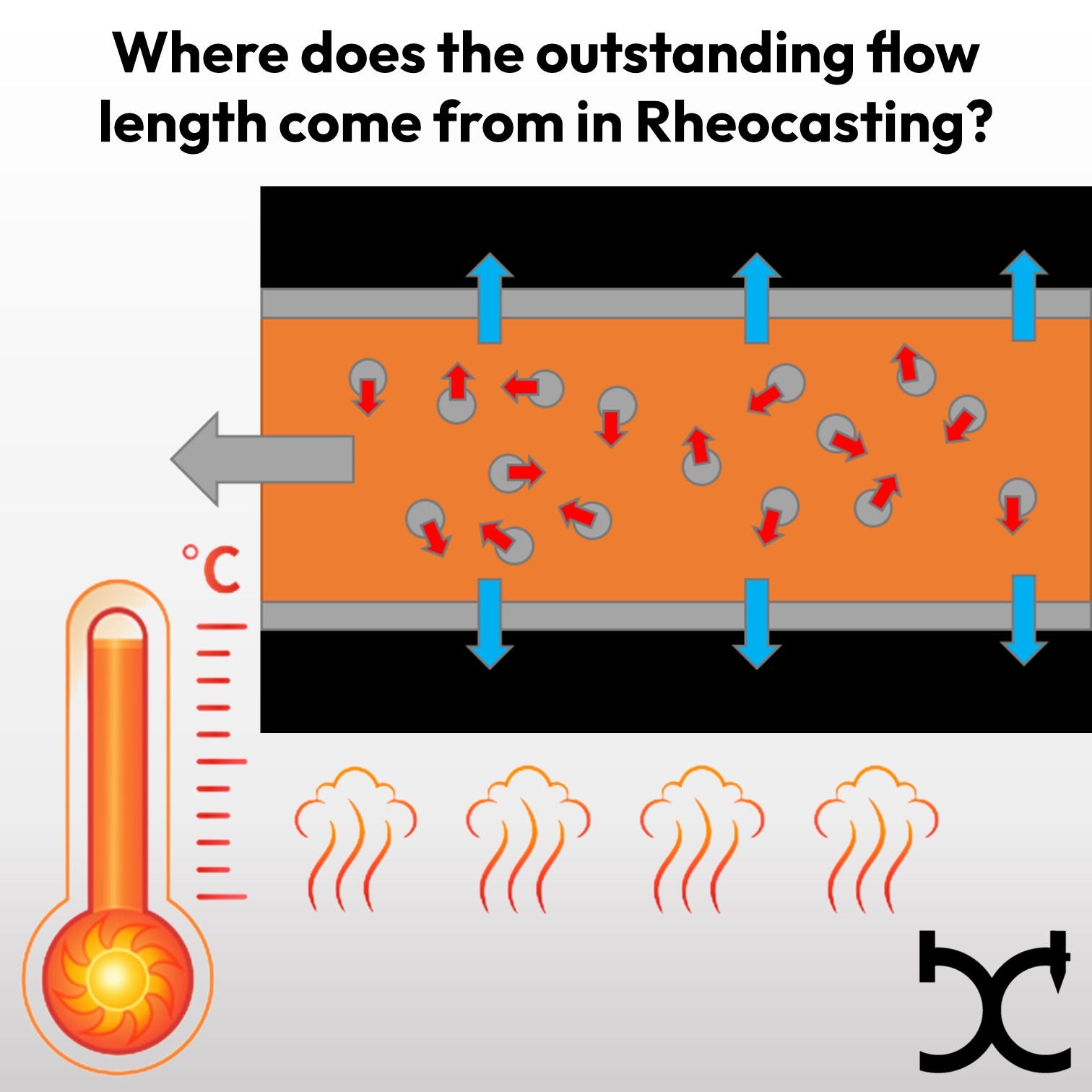
Where does the outstanding flow length come from in Rheocasting?⚒️
Let's take an everyday use case to explain it. Everybody knows the warm feeling of pocket warmers on cold winter days. You press the metal plate, and the crystallisation of the liquid starts. And it keeps your hand warm for 20 to 30 minutes.
When changing the aggregate from liquid to solid, the energy level changes. A liquid has a higher energy at the same temperature. That excess energy, known as latent heat, is distributed throughout the surrounding area.
Suppose we look at a cast part. In classical liquid high-pressure die casting (HPDC), a solid metal layer forms on the outer surface, moving towards the tool. The heat is transferred through the solidified material into the steel.
In Rheocasting, that surface layer forms in the same way. But then the magic happens. The next solidification steps occur within the melt. While making the slurry, globular solid phases are produced. Then solidification occurs in these spheres as well. The only direction the latent heat can go is back into the melt. So the remaining liquid parts are heated by the latent heat.
That is ideal for long flow lengths. Imagine a gigacasting. A flow length of 2 to 3 meters is typical for such parts. A liquid cools down quickly; in the end, melt fronts cannot recombine because they are too cold. With Rheocasting, they arrive hotter and can still be fed from the gate. This effect will significantly improve the quality of your gigacasting.
Use Rheocasting open the process window of your large structural castings by leveraging the Rheocasting Expert on Demand from Casting-Campus GmbH.