
The Intermetallic Bottleneck⚒️
Rheocasting helps bridge the gap between circular aluminium and demanding castings.

This week’s newsletter contains the following topics:
Imagine 250 kg of aluminium casting alloys in an EV. You cannot use primary alloys for that amount and call the car sustainable; we need to actually become sustainable, which means using more recycled metal. At the same time, the industry needs to produce increasingly demanding castings, often by using new alloys and part-design concepts. Those two do not always go well together.
The reason is simple. The more scrap goes into the system, the more impurity elements come with it. And the more demanding the application, the harder and more expensive it becomes to turn secondary metal into a suitable casting alloy.
HPDC is Moving in a New Direction
High-pressure die-casting is changing. For years, the standard recipe was familiar: high-silicon alloys for easy filling, proven metal handling, and acceptable cost. But the market is moving. Lightweight structural parts and stricter sustainability targets are pressing interest in lower-silicon alloys that deliver good properties without a full solution-and-ageing heat treatment.
In other words, the industry wants fewer process steps, lower energy use, and more freedom in alloy design. Also secondary aluminium is no longer a niche option. It is central to the circular economy story in automotive and casting applications because recycling aluminium requires far less energy than producing primary aluminium.
But recycling does not give you a perfectly clean reset. Every scrap loop carries chemistry with it, and over repeated remelting cycles, elements such as iron, zinc, copper, and other impurities tend to accumulate unless sorting, dilution, or melt treatment becomes more intensive.
That is where the real headache begins for low-silicon die-casting alloys. The more secondary metal you want to use, the more carefully you have to control impurities. And the lower the impurity limits in the final alloy, the harder and more expensive that job becomes.
Why Low-Silicon Alloys raise the Stakes
Iron is the classic example. It is the most common impurity in aluminium casting alloys; it is difficult to remove, and once in the melt, it tends to form brittle intermetallic compounds during solidification. In conventional casting processes, those phases are often exactly what designers do not want: long, plate-like particles that reduce ductility and increase the likelihood of cracking.
This is why the low-silicon trend and the recycled-content trend can seem to pull in opposite directions. Lower silicon can be attractive for performance and for simpler post-casting processing, but traditional thinking says you then have less room for iron.
That is one reason low-Si alloys can look chemically unforgiving on paper when high recycled content is the goal. Rheocasting changes that conversation.
It does not make iron disappear, and it does not overrule metallurgy. What it does is change the way the alloy solidifies and flows. In Rheocasting, the result is not just a different route into the die; it is a different solidification environment for defects and intermetallics.
It’s not just about how much Iron is present
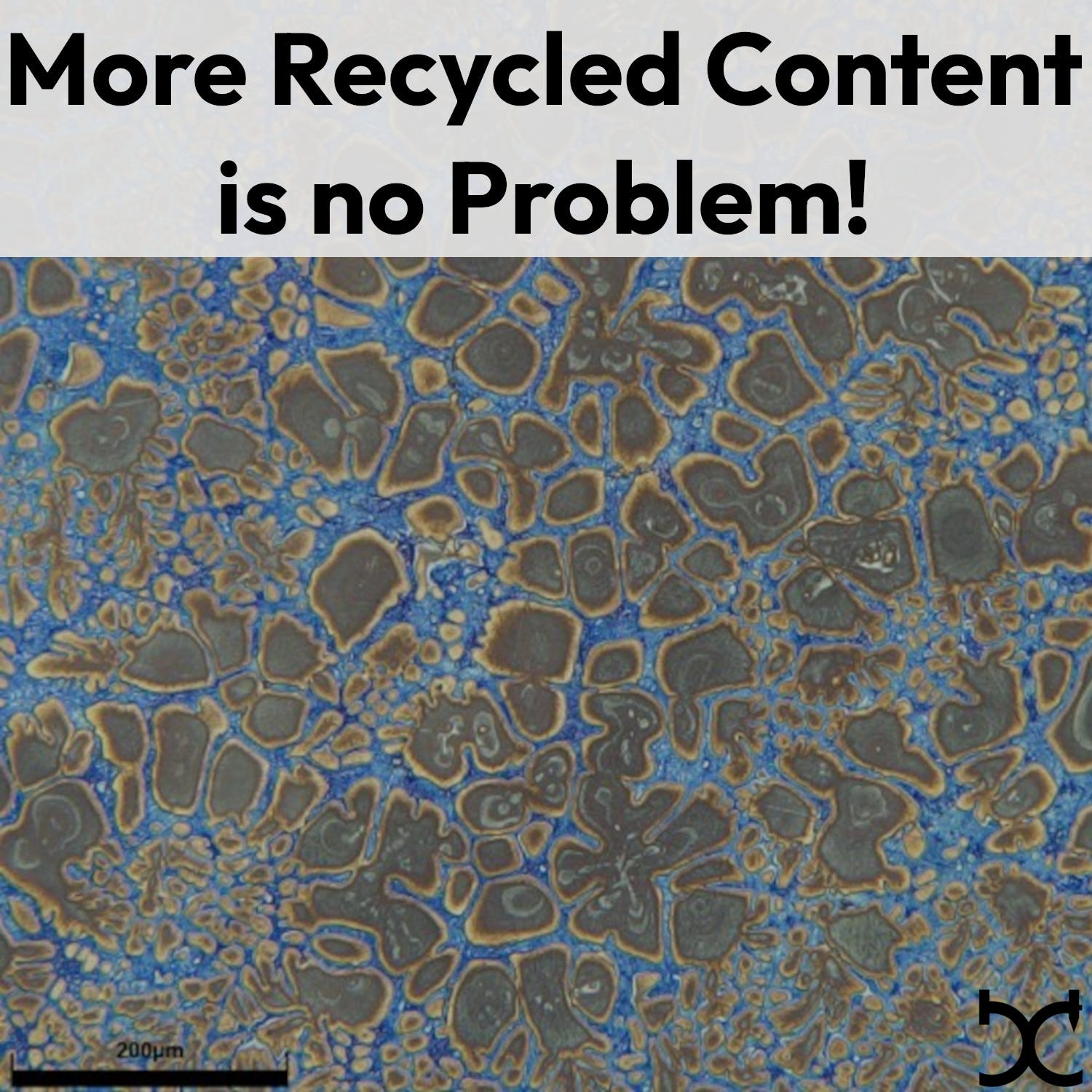
That matters because the “iron damage” is not only about how much iron is present. It is also about what shape the Fe-rich phases take, where they sit, and how large they become.
In conventional casting, iron-rich phases tend to form as long plate-like particles that are especially harmful to elongation and feeding. Rheocasting works in the opposite direction: by shearing the melt during slurry generation, it breaks these brittle phases and hinders their growth, leading to a favorable globular microstructure.
This is the key point for non-specialists: Rheocasting does not suddenly make a dirty alloy “clean.” Instead, it makes a difficult chemistry more manageable.
A low-silicon alloy that is very sensitive to iron in a liquid casting route, according to the Taylor principle. It becomes much more usable when the process transforms the structure from dendritic and defect-prone to globular and semi-solid.
Shear Forces Help
That is where the shear forces applied during slurry preparation become important. The iron is still there, but its effect can be softened because the intermetallics are broken into pieces and incapsulated inside the pre-solidified alpha phase. That makes them less connected and less able to behave like long internal cracks waiting to happen. That is a big difference in practice!
From a business point of view, that is powerful. If foundries can use lower-silicon alloys that reduce or avoid heavy post-casting heat-treatment demands, and at the same time accept more secondary metal without losing too much performance, they get value on both sides of the ledger.
It saves energy in alloy production by using more scrap, and foundries save energy again by simplifying downstream processing. The result is not merely a greener alloy. It is a more realistic pathway to scale sustainability in structural die casting without pricing recycled content out of the market.
Not a Free Pass, but a Wider Window
There is an important note of caution, though. Rheocasting is not a free pass for unlimited impurity levels. If iron rises too far, Fe-rich phases will still form, and if the alloy and process are poorly matched, properties will still suffer. The technology widens the usable window; it does not abolish it.
That is why the real opportunity is not to ignore alloy chemistry, but to redesign the balance between chemistry and process. In that balance, Rheocasting offers something extremely valuable: more freedom to use the metal stream the industry actually has, not just the metal stream it wishes it had.
Why Rheocasting Thrives with Secondary Alloys
That may be the most important reason Rheocasting thrives with secondary alloys. The industry wants low-carbon metal, high recycled content, simpler process routes, and good mechanical properties — all at the same time. Conventional die casting often forces those goals into compromise.
Rheocasting does not remove every compromise, but it massively shifts the balance in the right direction. In a market increasingly shaped by both performance and circularity, that shift matters.
Learn more about alloys and how to utilize Rheocasting profitably in your foundry in the Rheocasting Masterclass from Casting-Campus GmbH. Pre-register on the website:
AI drives Customers away⚒️
The foundry industry has many challenges, but one of the biggest is painfully simple: We need new customers, we need new markets, new applications, and new volumes. We need more engineers, designers, and purchasing departments to look at a welded structure, a machined part, a forged component, or an assembly and ask the question, “Could this be a casting?“
That question used to lead to a search engine, a few supplier websites, maybe a trade fair visit, maybe a phone call to someone who knew casting.
Now it increasingly leads to an LLM. For many people, AI has become the new advanced Google. You do not search through ten links anymore. You ask a question and receive a neatly written answer. You ask for a comparison and receive a table. You ask for recommendations and receive what looks like a technical conclusion. That is extremely useful. That is why we love AI.
But for the foundry industry, it is also dangerous. Because if the answer is wrong, outdated, or generic, the customer may never call a foundry. The customer may never even learn that a modern casting solution could be the best answer. The opportunity is lost before the first conversation.
When AI becomes the first technical advisor
Imagine a welding engineer with an aluminium welded construction. The part is produced in serious volume, perhaps 30,000 to 50,000 pieces per year. Welding that many parts is expensive. So the engineer starts thinking: is there a better way? Could this be turned into a casting?
That is exactly the kind of question where AI feels perfect. The engineer opens an LLM and asks what casting methods could be used. The AI asks reasonable follow-up questions: What is the volume? What is the size? What properties are needed? What material?
So far, so good. The part is aluminium. The size fits a typical midsize high-pressure die casting machine. The required properties are nothing extreme: some strength, some elongation, normal industrial needs.
Then the AI produces its answer. It compares conventional high-pressure die casting, vacuum high-pressure die casting, sand casting, and low-pressure die casting.
And then comes the problem. The AI says conventional high-pressure die casting is not suitable. It describes the process with the usual old horror words: brittle alloys, porosity, not weldable, not heat treatable. Vacuum high-pressure die casting is presented as the gold standard, but expensive, complex, and something not many companies can do. Sand casting and low-pressure die casting are presented as better alternatives.
For our welding engineer, the conclusion is clear: do not use high-pressure die casting. For anyone working with aluminium die casting, this is painful. Because we know this is not the full truth. We know that vacuum-assisted high-pressure die casting with ductile alloys is not some exotic moonshot technology. It is a standard industrial process. We know that modern foundries can produce excellent, demanding, weldable, heat-treatable castings with controlled porosity and serious engineering value.
But the AI does not know that well enough. Or, on the flip side, the AI has not been given enough good, current, public information to understand it.
The problem is not that AI is stupid
This is the important point. The problem is not that AI is useless. The problem is that AI is useful enough to be trusted.
The answer looks clean. It is structured. It sounds balanced. It gives a table. It gives pros and cons. It does not scream “I am wrong.” It politely guides the engineer away from our casting process, which may have been the right solution.
That is what makes it dangerous. If a designer or purchasing engineer searches this way, they may not have enough knowledge of casting technology to challenge the answer. They asked because they did not know. If the AI says high-pressure die casting is not good enough, they may simply continue welding. One customer lost. And if there is one, there are many more.
The Foundry Industry looks outdated
This is where it becomes uncomfortable for us as an industry. AI models are trained and guided by available information. If the public information about foundry technology is old, thin, generic, or hidden behind closed doors, the AI will fill the gaps with whatever it can find. Often that means old textbook knowledge, old assumptions, simplified process descriptions, or content written by people who do not work with modern casting every day.
The result is that the foundry industry appears less capable than it really is. It appears old. It appears technically limited. It appears like a last resort instead of a modern manufacturing solution. And that is not only an AI problem. It is a foundry communication problem.
For decades, the foundry industry has been very good at making things and often very bad at explaining them. We have relied on customer relationships, technical discussions, trade fairs, and word of mouth. That still matters. But the first contact point is shifting. More and more, the first person explaining casting to a potential customer is not a foundry engineer. It is an LLM. And if your company does not show up there, or if your process knowledge is not represented there, the AI will not magically invent your strengths.
We love AI, but we hate how it makes us look
We love AI because it is powerful. It helps us search, summarize, prepare, and compare faster. It can give us a quick overview. It can help structure thoughts. It can save time.
But we hate how it currently makes the foundry industry look. Not because AI has bad intentions. It has no intentions. It reflects what is available. And right now, too much of what is available makes casting look like yesterday’s technology.
For an industry looking for new customers, that is a serious problem. We cannot afford to have potential buyers scared away by outdated information. We cannot afford to let AI explain our processes worse than we would explain them ourselves. We cannot afford to be invisible when engineers are asking exactly the questions we want them to ask.
The customer journey has changed. The question is whether the foundry industry will change with it. If you would like to change it but lack the resources, the Ghostwriting Service for your Content Marketing from Casting-Campus GmbH is perfect for you. Let’s talk about how and when to get started. Schedule your Free Consultation Call below.
Thank you for listening. We’ll see you in the next episode, where we’ll continue to bring you the latest insights and updates from the casting world. Don’t forget to ask questions, comment, or suggest future episodes.
Offers from Casting-Campus GmbH
Casting-Campus is all about helping you acquire new business through intelligent solutions, new technologies like Rheocasting, and sustainability.
Our services start with positioning your foundry. The next steps are to find unique solutions to market to existing and new customers and generate new profitable castings. In the meantime, we will improve your internal processes to accommodate the latest solutions in your foundry. During the sampling process, we’re by your side, pushing the buttons to deliver the properties promised in the development process.
If this sounds appealing to you, visit our website for more information on Consulting Services and to schedule a Free Consultation Call. Let’s discuss what the right solution is for your topic of interest:
Historical Post
A weekly reminder of an old but gold article
10 Reasons why Rheocasting is more Sustainable than HPDC⚒️
You need to add another machine to the diecasting cell. So energy consumption has to go up instead of down. As energy consumption is linked to the carbon footprint, Rheocasting must be less sustainable?!? No, there are more factors to consider:
The furnace’s temperature is lower. Therefore, the heating elements don’t have to maintain such high temperatures. Yet, compared to a closed pump system, a partially open-bath furnace has disadvantages regarding energy consumption.
With Rheocasting, you can reduce wall thicknesses where they are structurally unnecessary. Many castings have high wall thicknesses to feed the solidification shrinkage. Rheocasting slurries have excellent feeding capabilities. So, the weight of the casting can be significantly lowered.
Rheocasting uses low-silicon alloys. Silicon has a high carbon footprint of around 9 kg CO2 per kg Al. For an AlSi10MnMg, there is 0.9 kg of CO2 just from the silicon addition. Also, a higher tolerance for impurities allows for a wider process window and, therefore, a cheaper alloy with a higher scrap rate. This has a massive effect on the carbon footprint.
High-strength alloys can be used to deliver better mechanical properties. This massively impacts the weight of the casting due to the better properties.
Low rejection rates because of the excellent casting quality help you reduce internal scrap. Reduced internal scrap means lower melting energy per kg Al sold. This positively impacts the carbon footprint.
Leveraging these high-strength alloys and outstanding part quality can simplify post-processing. In many cases, an energy-intensive, two-step T6 heat treatment is no longer necessary. A simple, one-step T5 HT delivers the required properties easily.
Because of the lower slurry temperature and the slow filling speed, the erosion on the shot sleeve, plunger, and tool is way lower. A tool life increase of 60 to 200% is achieved in series production. This reduces the carbon emissions from the used steel.
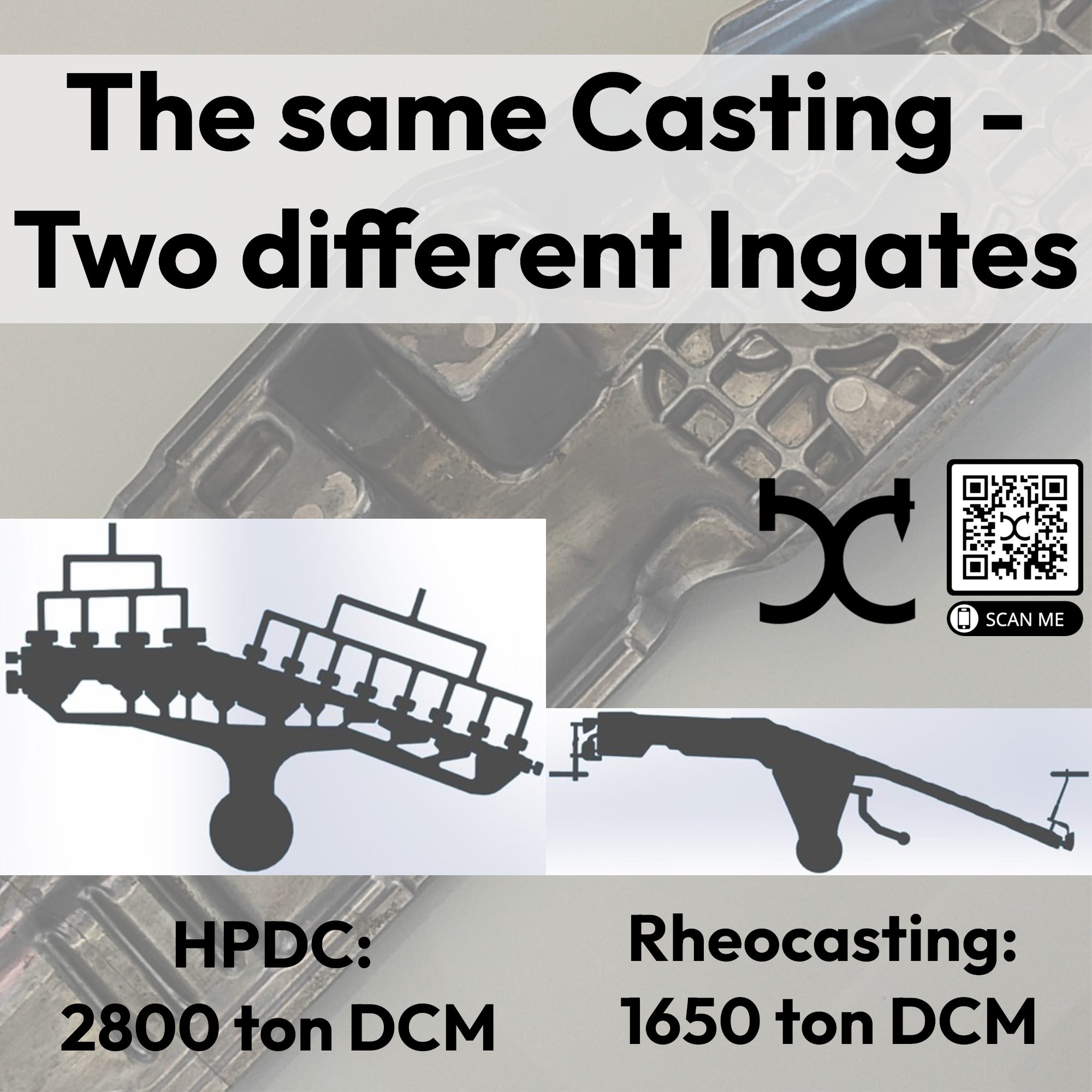
The long flow length of Rheocasting slurries under shear forces is beyond the limit of HPDC. This advantage can be used in the gating design. The projected area is cut in half. As you can see in the picture, the machine size could be reduced by 40% with this approach. A smaller machine has a smaller tool and requires less energy. This massively impacts your carbon footprint and your profit margin.
Rheocasting enables you to find profitable new applications for HPDC. These high-profit margins fund investments in the sustainability of your foundry.
I will tell you that in the Rheocasting Masterclass. Register for the next course already today: